不容错过的绕筋机钢筋调直机高标准高品质视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:淮南八公山绕筋机钢筋调直机高标准高品质的图文介绍
建贸机械设备(淮南市八公山区分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 数控钢筋笼绕笼机销售原料开始,实行层层把关制, 数控钢筋笼绕笼机销售产品质量多年稳定提高,不断改进。建贸机械设备(淮南市八公山区分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 数控钢筋笼绕笼机销售产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。



凭借精湛的技术、先进的管理体系与较高的综合实力,建贸机械设备(淮南市八公山区分公司)现已成为国内 数控钢筋笼绕笼机销售行业的一匹“黑马”。



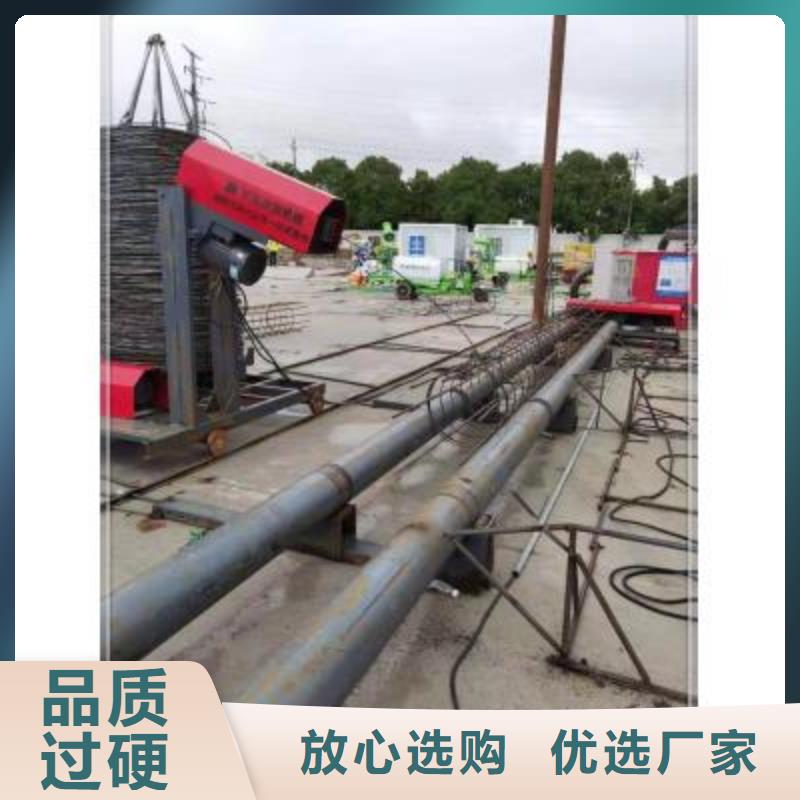
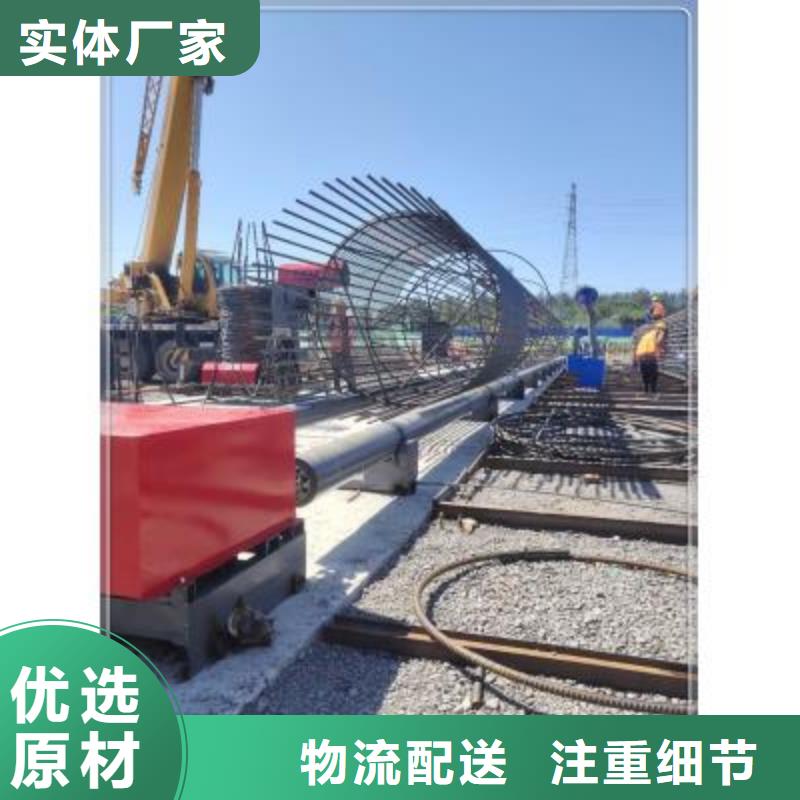
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。


钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。








 扫一扫
扫一扫