产品视频展示,助您洞悉40cr厚壁无缝管 液压油缸管供应技术先进产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
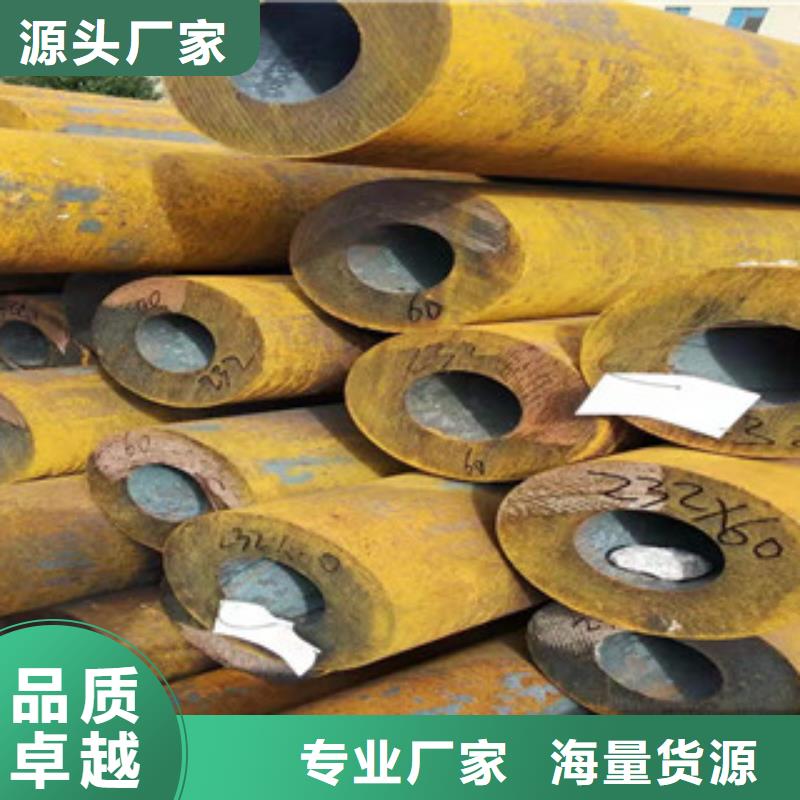
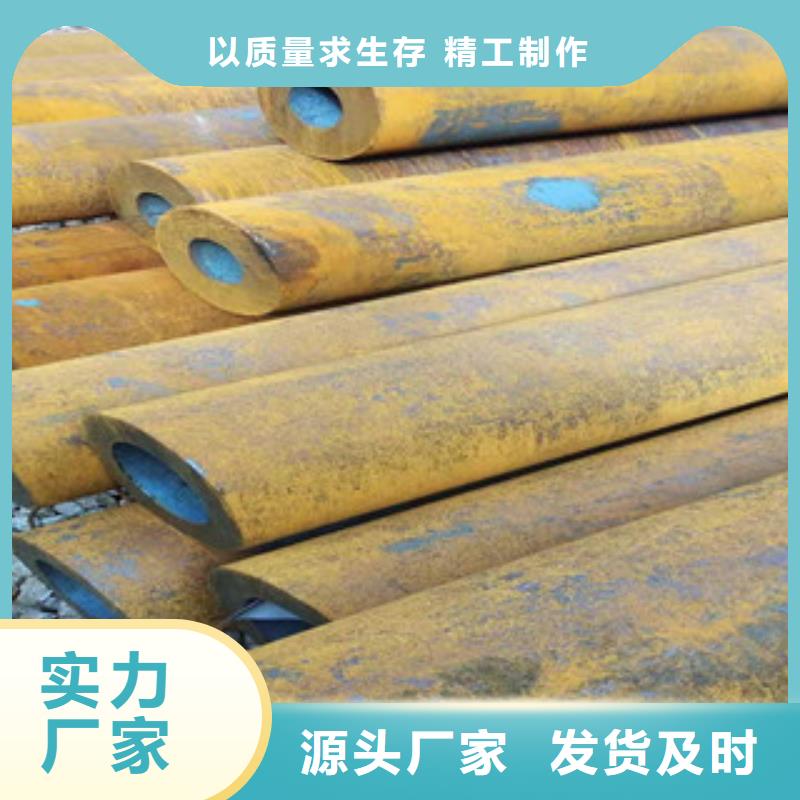
以下是:江苏常州40cr厚壁无缝管 液压油缸管供应技术先进的图文介绍

新策钢管(常州市分公司)专注生产加工 高频活塞杆厂家, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!


40cr无缝钢管氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.
40Cr焊接
40cr钢管焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。



40cr无缝钢管是化工、石油裂化、航空和其他机械行业用的各种不锈耐热耐酸管除做机械性能与水压试验外,还要专门作晶间腐蚀试验,压扁、扩口及无损检测等试验。
40Cr无缝钢管由于其特殊的金相组织和表面钝化膜,使得它在一般情况下较难与介质发生化学反应而被腐蚀,但并不是在任何条件下都不能被腐蚀。因此在40Cr无缝钢管产品在加工作业过程中应,尽量避免锈蚀条件和诱因的产生。
化学腐蚀
1、外表划伤:各种划伤对钝化膜的破坏,使40Cr无缝钢管保护才能下降,易与化学介质发作反响,发作化学腐蚀而生锈。
2、清洗:酸洗钝化后清洗不干净构成残液存留,直接腐蚀40Cr无缝钢管(化学腐蚀)。
3、外表污染:附着在工件外表的油污、尘埃及酸、碱、盐等在必定条件转化为腐蚀介质,与40Cr无缝钢管中的某些成分发作化学反响,发作化学腐蚀而生锈。



40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:40cr无缝钢管正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。





 扫一扫
扫一扫