不要满足于简单的文字描述,点击我们的轧辊钢_齿轮钢厂家现货充足产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:重庆轧辊钢_齿轮钢厂家现货充足的图文介绍

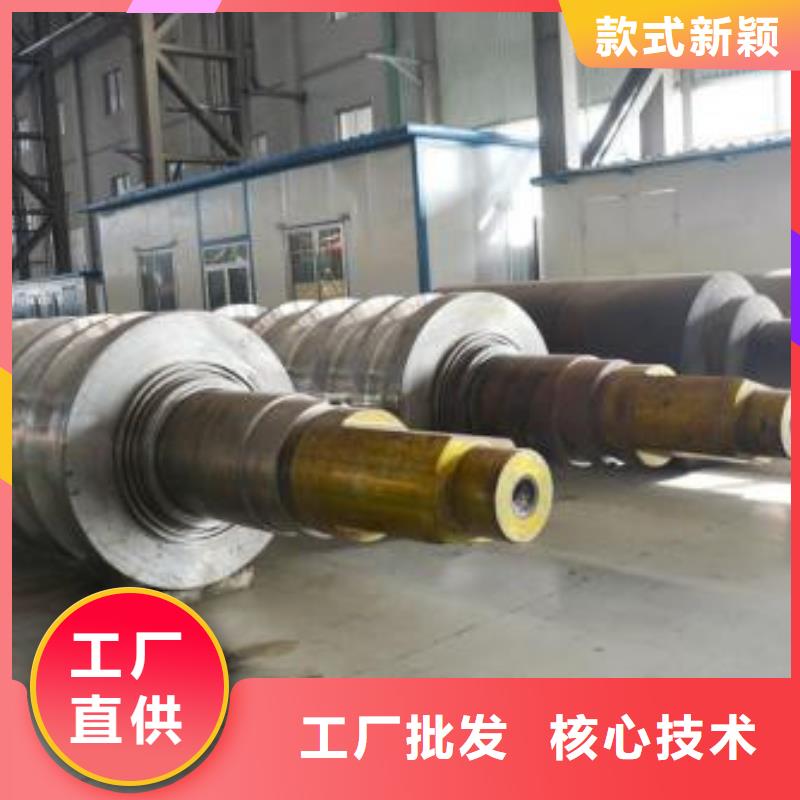
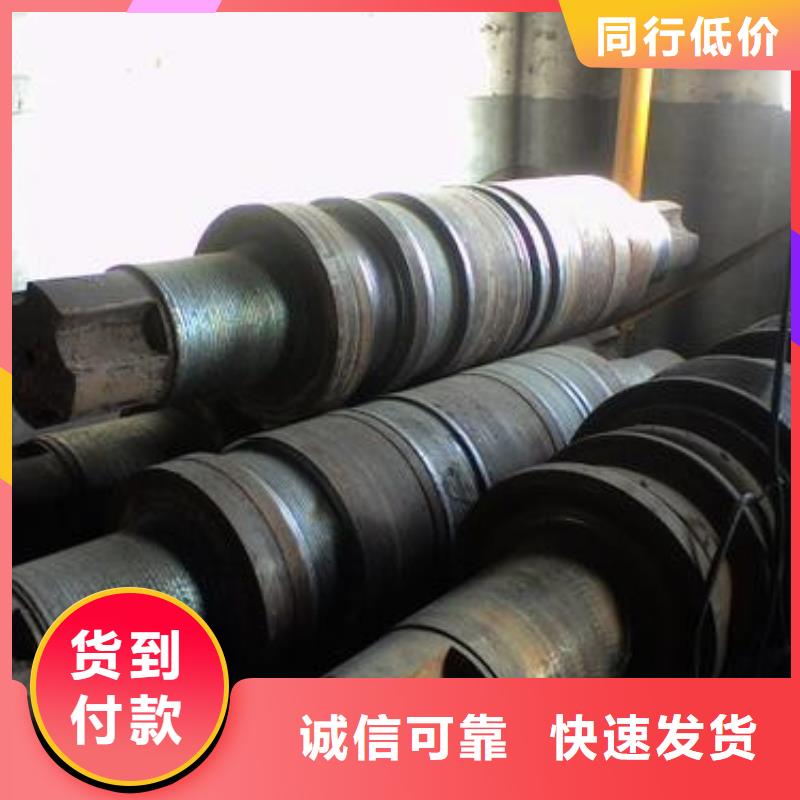
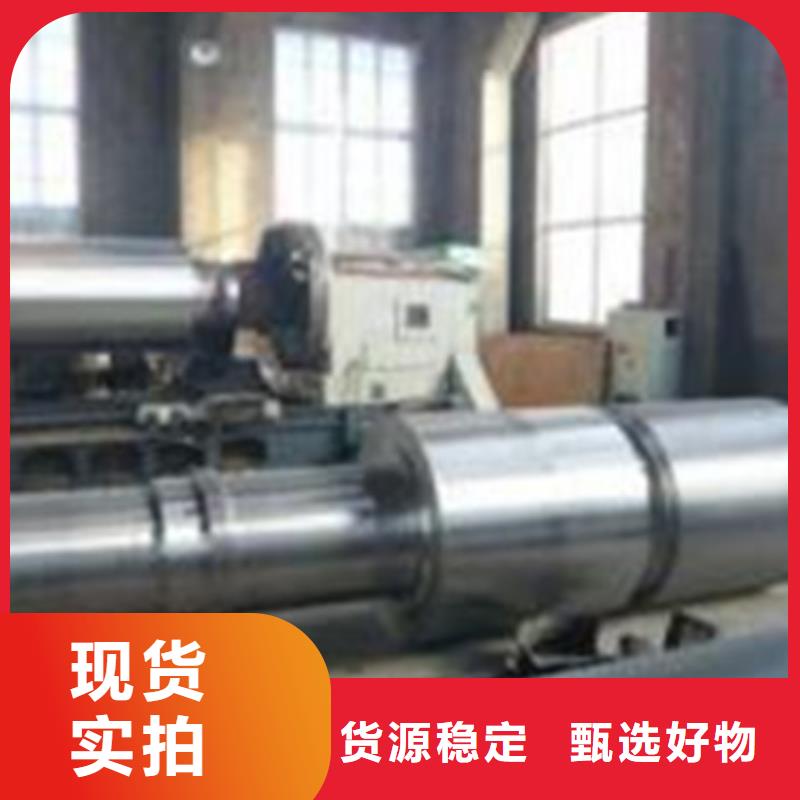
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。


高速钢中含有较多的W、Cr、Mo和V等元素,而这些元素及其形成的碳化物密度差大,在普通离心铸造条件下,高速钢轧辊元素偏析严重。日本川崎制铁公司分析了离心铸造高速钢轧辊偏析主要是MC型碳化物的偏析,严重影响轧辊的耐磨性,研究发现MC型碳化物主要是一次结晶VC的偏析,因VC与钢水的密度相差较大所致。防止VC偏析方法是采取添加Nb元素提高MC型碳化物密度,并限制添加偏析元素W和Mo,选择基本成分2.0%C-6.0%V-7.0%Cr-2.5%Mo,添加1.0%~1.5%Nb进行试验,其结果由于生成密度较大的MC型复合碳化物(V、Mo和Nb系碳化物),其密度与钢水密度相接近,使VC减少,有效地控制了离心铸造高速钢轧辊的碳化物偏析。但是,无W低Mo高速钢轧辊红硬性明显下降,耐磨性降低。此外,Nb提高钢的淬火温度,降低二次硬化峰值出现的温度,高速钢铸造成形过程中Nb系的MC型碳化物较V系的MC型碳化物粗大,



在这些熔滴未完全凝固前将其沉积到具有一定形状的接收器上,通过控制接收器的运动便可获得具有一定外形的沉积坯件。利用Osprey技术制造的材料,具有如下技术特征:① 没有宏观偏析;② 各向同性而且组织均匀弥散;③ 初始晶粒弥散析出;④ 含氧量低;⑤ 热加工性能得到改善。正由于Osprey技术具有上述特点,用它制造高速钢轧辊已引起了人们的重视。国内学者研究了喷射成形高速钢轧辊的组织和性能,高速钢轧辊材料的主要成分(wt.%)为:0.9-1.1C, 0.35-0.45Si, 0.70-0.80Mn, 7.90-8.20Cr, 1.45-1.55Mo, 1.5-1.7V, 0.45-0.55W。喷射成形态高速钢轧辊的光学显组织中没有观察到明显的碳化物,但组织中有一定量的残余奥氏体。在扫描电子显镜下观察到晶界上明显存在不连续分布的碳化物粒子。另外,喷射成形态试样的晶粒明显细化。

新物通物资(重庆市分公司)处于东昌府区滦河路170号,是一家集研发、设计、生产、销售为一体的公司。主营产品 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求完美,迎合用户及市场需求。





 扫一扫
扫一扫