不要满足于简单的文字描述,点击我们的螺旋输送机通风蝶阀质量牢靠产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
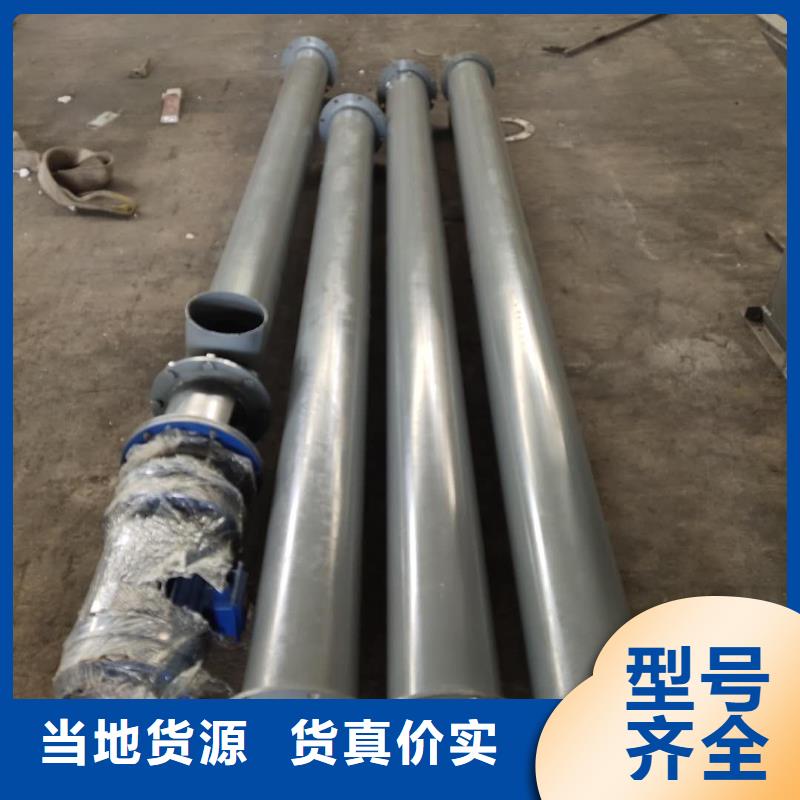
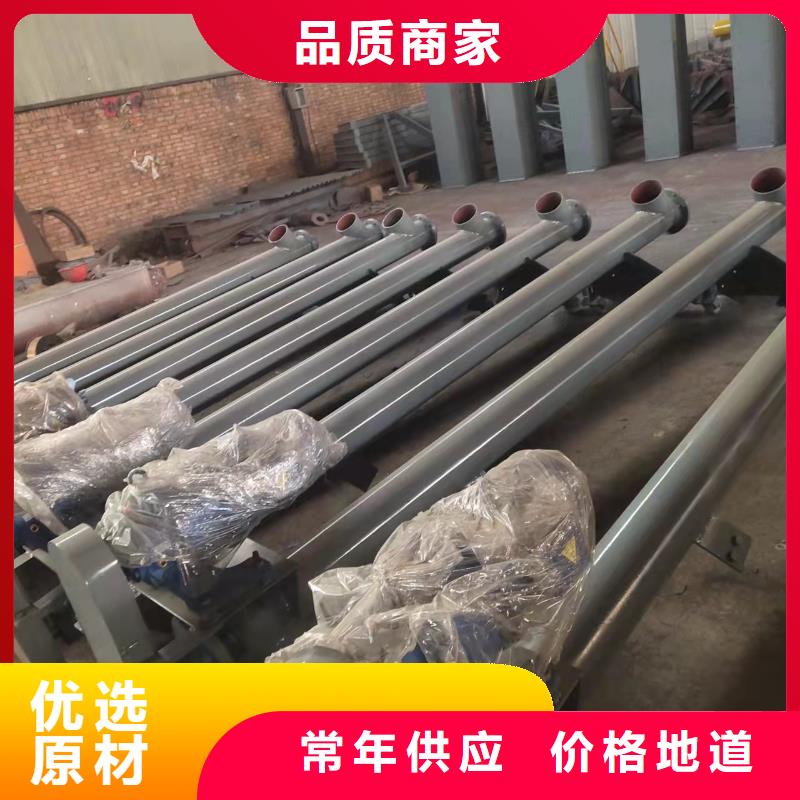
以下是:安徽合肥螺旋输送机通风蝶阀质量牢靠的图文介绍

安徽合肥管式螺旋输送机也被称为安徽合肥螺旋给料机在实体螺旋叶片的连续冷轧成型工艺中,校平处理的目的主要有以下几点:- **提高尺寸精度**:钢带在生产、运输和存储过程中,可能会出现波浪形、镰刀弯等形状缺陷,以及厚度不均匀的情况。校平处理可以通过多辊矫直机等设备,对钢带进行反向弯曲和挤压,使其厚度均匀、表面平整,从而保证后续冷轧成型的实体螺旋叶片的外径、螺距等尺寸精度,避免因钢带初始形状不良导致叶片尺寸偏差过大。- **改善材料性能**:校平过程中,钢带会产生微量的塑性变形,这可以钢带内部的部分残余应力,改善材料的内部组织结构,使其力学性能更加均匀稳定,提高钢带的塑性和韧性,有利于后续的冷轧成型加工,减少叶片在成型过程中出现裂纹等缺陷的可能性。- **保证成型质量**:平整的钢带能够在冷轧过程中与轧辊更好地贴合,受力更加均匀,从而使钢带能够按照设计要求准确地成型为螺旋叶片,避免因钢带不平整导致叶片出现扭曲、螺旋角偏差等质量问题,确保实体螺旋叶片的整体质量和性能。- **提高生产效率**:经过校平处理的钢带,在冷轧过程中运行更加平稳,能够减少因钢带不平整而引起的设备故障和停机时间,提高生产效率,同时也有助于延长轧辊等设备的使用寿命,降低生产成本。


实体螺旋叶片的核心加工工艺分为**整体成型、分段拼接、连续冷轧**三类,需根据叶片尺寸、材质和精度要求选择,不同工艺适配场景差异显著。### 一、主流加工工艺及特点#### 1. 连续冷轧成型工艺(应用广)- 工艺原理:将钢带通过专用冷轧机的轧辊模具,连续轧制出螺旋升角、外径一致的螺旋叶片,无需焊接,一体成型。- 核心优势:生产效率高、成本低,叶片表面光滑、尺寸精度高(螺距误差≤±2mm),材质利用率达95%以上。- 适配场景:中小尺寸叶片(外径≤600mm、螺距≤800mm),材质以碳钢、不锈钢为主,适合批量生产。- 局限:无法加工大厚度叶片(一般≤12mm),高硬度材质(如Mn13锰钢)轧制难度大,易开裂。#### 2. 分段拼接焊接工艺(适配大尺寸/厚叶片)- 工艺原理:按叶片螺距和外径,将板材切割成单个“扇形坯料”,加热后通过模具压制成单圈螺旋,再将多圈叶片焊接在传动轴上,拼接成完整螺旋。- 核心优势:可加工大尺寸(外径>600mm)、大厚度(≥10mm)叶片,适配锰钢、耐磨合金等硬材质,灵活性高。- 适配场景:大型U型螺旋输送机、高磨琢工况,如矿山、建材行业的大流量输送设备。- 局限:焊接处易产生应力集中,需后续热处理,表面精度低于冷轧工艺,生产周期长、成本高。#### 3. 整体锻造工艺(高精度/高负荷场景)- 工艺原理:将整块坯料加热至高温后,通过锻压机和专用模具,一次性锻造成完整的螺旋叶片(单头或多头),再经机加工精修尺寸。- 核心优势:叶片整体无焊缝,强度高、抗冲击性强,尺寸精度极高(螺距误差≤±0.5mm),适合高负荷、高转速工况。- 适配场景:精密输送设备、高温/高压工况,或输送大块耐磨物料的重型设备。- 局限:成本极高、生产周期长,仅适用于定制化、小批量生产,大尺寸叶片锻造难度大。#### 4. 冲压成型工艺(小型/薄叶片批量生产)- 工艺原理:用冲压机配合专用模具,对薄板材(厚度≤5mm)进行一次性冲压成型,直接得到单圈或多圈叶片。- 核心优势:生产效率极高、成本极低,适合大批量生产小型叶片(外径≤300mm)。- 适配场景:轻型输送机、食品级小型设备,材质以薄碳钢、304不锈钢为主。- 局限:叶片厚度受限,强度较低,不适用于磨琢性或重载工况。### 二、工艺选型关键原则- 批量+中小尺寸+普通材质:选连续冷轧成型(性价比)。- 大尺寸+厚叶片+硬材质:选分段拼接焊接(灵活性强)。- 高精度+高负荷+定制化:选整体锻造(强度和精度)。- 小型+薄叶片+大批量:选冲压成型(成本、效率)。要不要我帮你整理一份**实体螺旋叶片加工工艺选型对照表**,明确每种工艺的参数范围、适配场景、成本和维护要点,方便快速匹配需求?安徽合肥螺旋输送机显著的特点。



安徽合肥提高螺旋输送机输送效率的核心逻辑是:**优化“参数匹配+结构设计+物料状态+运行维护”,减少物料滑动、堵塞、磨损等损耗**,在设备阈值内化有效输送量,具体可落地方法如下:### 一、精准匹配核心参数(效率的基础)#### 1. 锁定填充系数“效率峰值区间”- 按物料类型精准控制:粉状物料取0.3~0.35,粒状取0.35~0.45,粘性/块状取0.2~0.25,避免低填充(空间浪费)或超填充(堵塞)。- 倾斜输送修正:角度越大,填充系数越需向区间下限靠拢(30°倾斜取0.15~0.25),减少物料回流损耗。#### 2. 优化转速与螺距匹配- 转速控制在“效率区间”:粉状物料30~60r/min,粒状/易碎物料10~30r/min,不超过上限(n_max=120/D,D为螺旋直径),避免物料离心滑动。- 螺距适配物料:流动性好的粉状取S=0.8D~D,粒状取S=D~1.2D,粘性物料取S=0.6D~0.8D,叶片推送效率。#### 3. 合理选择螺旋直径- 直径越大,输送能力上限越高:若现有设备效率不足,优先增大直径(如从200mm增至300mm),比单纯提高转速更有效。- 匹配物料粒度:粒径≤D/5~D/6,避免卡滞导致效率中断。### 二、改进设备结构设计(减少阻力与损耗)#### 1. 优化叶片与机壳设计- 叶片类型适配:粉状/粒状用实体叶片(密封性好、推送效率高),粘性/易结块用桨叶式叶片(兼具搅拌防堵),小块状用窄带式叶片(防卡滞)。- 机壳与叶片细节:机壳内壁做抛光或特氟龙防粘涂层(减少物料粘连阻力),叶片边缘圆滑(降低物料滑动),增大叶片与机壳间隙(适配块状物料,避免卡滞)。#### 2. 增强密封与防回流设计- 管型全封闭机壳:粉状/易扬尘物料必选,减少物料溢出和扬尘损耗,同时避免管内压力异常导致的效率下降。- 倾斜输送加防回流装置:角度>15°时,在机壳内增设导流板或反向螺旋段,抑制物料下滑回流。#### 3. 优化驱动与传动系统- 选用变频电机:根据物料流量动态调整转速,避免“大马拉小车”或负荷不足,适配不同工况下的效率需求。- 提高传动效率:优先直联传动(效率0.95),替代皮带传动(效率0.85~0.9),减少动力损耗。### 三、预处理物料状态(降低输送阻力)#### 1. 改善物料流动性- 干燥处理:潮湿物料(含水率>15%)提前烘干,减少粘性和结块,降低叶片推送阻力(如潮湿面粉烘干后,输送效率可15%~20%)。- 破碎与筛分:大块物料(粒径>50mm)破碎至适配尺寸,剔除杂质,避免卡滞;粒度混杂的物料筛分后分级输送,流动均匀性。#### 2. 防止物料结块- 料仓加装破拱装置:易结块物料(如受潮水泥粉、酒糟)在进料口加振动破拱或空气破拱装置,确保进料均匀,避免“断料”或“料塞”。### 四、规范运行与维护(维持长期)#### 1. 稳定进料与工况- 均匀进料:通过进料阀或料仓缓冲装置控制进料速度,避免忽多忽少导致的填充系数波动(忽低忽超),确保效率稳定。- 控制倾斜角度:优先水平或低角度(≤15°)输送,角度>30°时建议拆分输送或改用斗式机,避免输送量衰减超30%。#### 2. 定期维护减少磨损- 检查叶片磨损:叶片磨损量>15%时及时更换,避免因叶片与机壳间隙增大导致物料滑动损耗(磨损严重时效率可下降20%以上)。- 润滑与清洁:定期润滑轴承和传动部件,减少摩擦损耗;停机后清理机壳内残留物料,避免粘连堆积影响下次运行效率。### 五、关键避坑提醒- 不盲目提高转速:超过转速上限会导致物料离心脱离叶片,效率不升反降,还会加剧磨损。- 不超填充系数上限:无论效率需求多高,填充系数都不能超过0.45,否则必然堵塞,效率趋近于0。- 不忽视物料适配:不同物料的效率优化重点不同(如粉状防扬尘、粘性防粘连),避免“一刀切”调整参数。要不要我帮你结合具体场景(比如物料类型、设备参数、倾斜角度),制定一份**个性化效率方案**,明确需要调整的参数、结构改进点和维护周期?

始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 通风蝶阀产品质量回报广大客户的选择和信任。 衡泰重工机械制造(合肥市分公司)是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 通风蝶阀产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 通风蝶阀产品走出亚洲,力求打造世界知名品牌!







 扫一扫
扫一扫