产品视频展示,助您洞悉螺旋管来图定制产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:贵阳花溪螺旋管来图定制的图文介绍

聚力群达金属材料(花溪区分公司)拥有一批专门从事 钢梁工字钢产品研发的工程师,是一家专业生产、销售、 钢梁工字钢的实体厂家。 销售高品质 钢梁工字钢产品,为用户创造价值 是我们孜孜以求的目标.质量信赖,用户至上、服务周到是我们永恒的服务宗旨.我们始终信奉 让用户满意 的市场法则.我们坚信, 以强劲的动力促进自身发展的同时,必定带来广大用户强劲的发展.我们期待,我们优质的 钢梁工字钢产品,完善的售后服务带来你我真诚的合作。


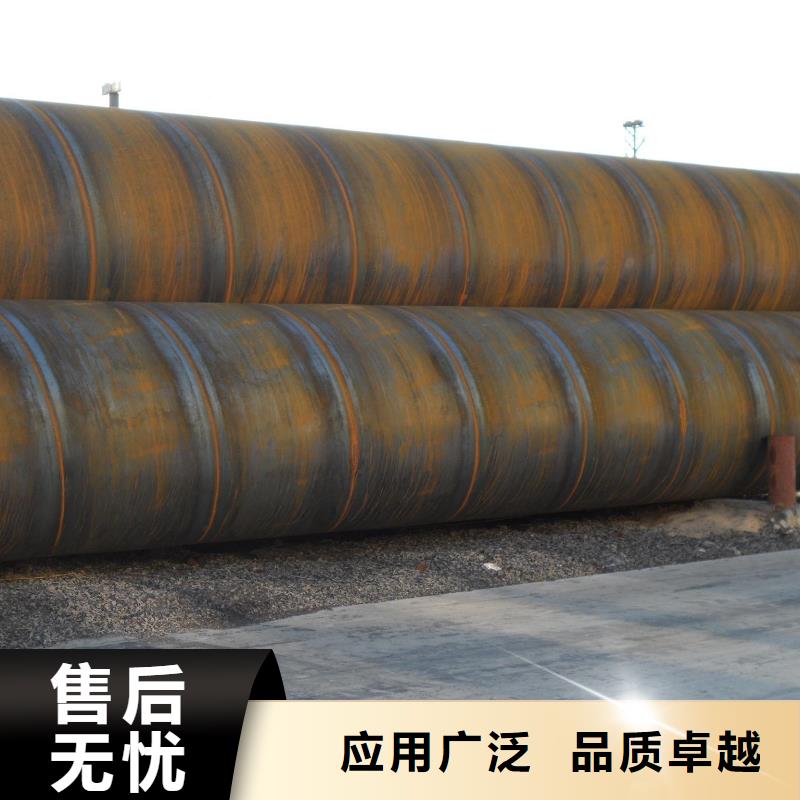
将制成的螺旋管用水冲洗,然后脱机。 但是,在高温加热后,水冷后的螺旋钢管的温度仍然较高。 因此,夏季离线螺旋钢管应注意以下几点:
1.从钢丝上取下螺旋钢管后,将其放在平坦的地方,然后将其平放。 不要互相挤压。 如果将挤出物放置至少24小时,则PE层应完全附着在钢管的外壁上。
2.螺旋钢管离线后不要下雨。 雨后很容易导致管接头泄漏。
3.在螺旋钢管的生产过程中,环氧树脂粉和粘合剂应比平常大1%,以达到实际所需的厚度。
4.下线后,请勿将螺旋钢管暴露在高温下。 暴露很容易引起PE层膨胀,从而使钢管的外壁脱落,从而无法达到防腐作用。



螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、贵阳花溪附近剪边、贵阳花溪同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。



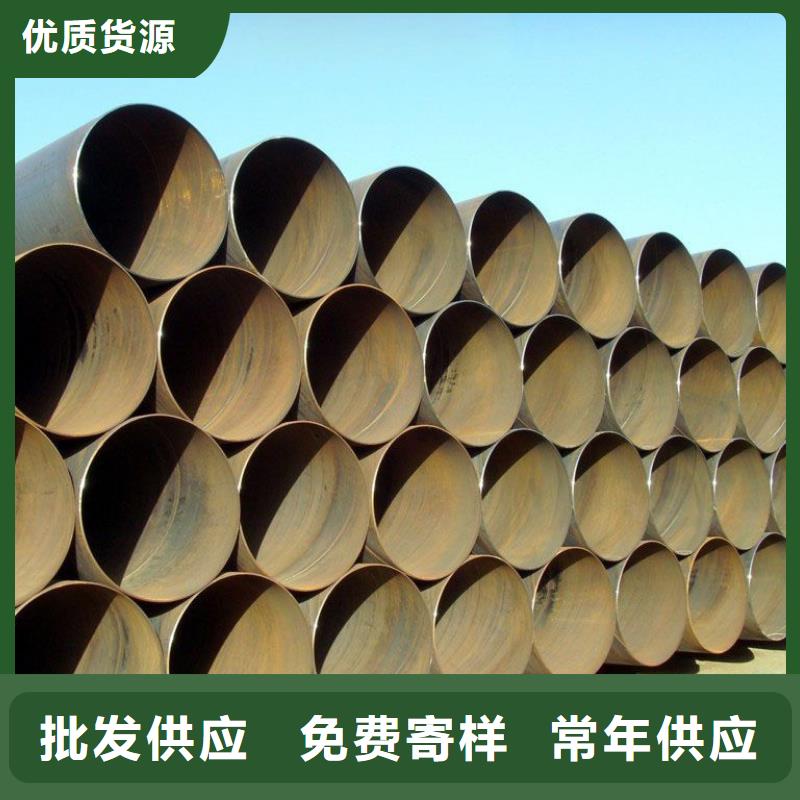
螺旋钢管的主要技术特点:
在成型过程中,钢板均匀变形,残余应力小,表面无划痕。 加工后的螺旋钢管在直径和壁厚的尺寸范围内具有更大的灵活性,特别是在生产高品质厚壁管,特别是中小直径厚壁管时,具有比其他工艺更具优势并且可以 满足用户。 对螺旋管的规格有更多要求。
采用先进的双面埋弧焊技术,可在较好位置进行焊接,不易出现错边,焊缝偏斜,熔深不完全等缺陷,易于控制焊接质量。
钢管100%质量检验,使钢管生产全过程得取得有效检验和监控,有效保证了产品质量。
整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现实时数据传输,并从中件控制室实现生产过程的技术参数。





 扫一扫
扫一扫