为了给您提供更的不锈钢承压保温水箱直供厂家辉煌产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:浙江嘉兴不锈钢承压保温水箱直供厂家辉煌的图文介绍
煌供水设备(嘉兴市分公司)的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 不锈钢水箱服务。本厂有训练有素的员工及管理队伍,有多位 不锈钢水箱工程师,不但确保 不锈钢水箱产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。



承压保温水箱施焊前,应坡口及其母材两侧表面20mm范围内的氧化物、浙江嘉兴附近油污、浙江嘉兴附近熔渣及其他有害杂质。3.3.6、浙江嘉兴附近焊缝表面不得有裂纹、浙江嘉兴附近气孔、浙江嘉兴附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、浙江嘉兴附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、浙江嘉兴附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、浙江嘉兴附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。



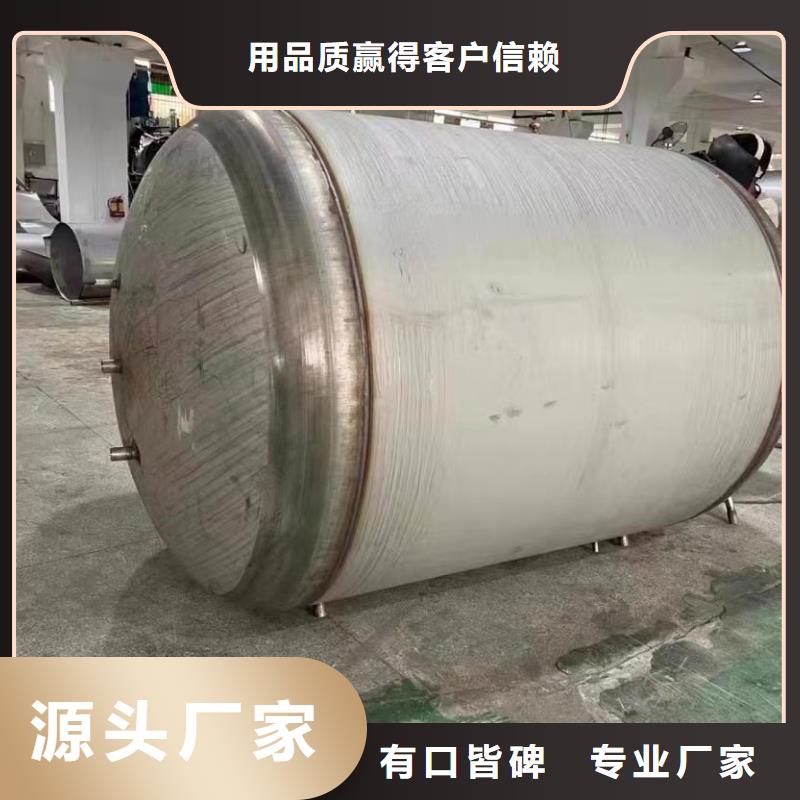
承压保温水箱容器的焊接:
3.3.1、浙江嘉兴当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、浙江嘉兴当地正常情况下,DN≥1000,δ≥8的容器A、浙江嘉兴当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、浙江嘉兴当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、浙江嘉兴当地C、浙江嘉兴当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、浙江嘉兴当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、浙江嘉兴当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。


筒节成型:承压保温水箱
2.4.1、浙江嘉兴同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、浙江嘉兴同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、浙江嘉兴同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3









 扫一扫
扫一扫