想了解HDPE双壁波纹管,【梅花管7孔】专注产品质量与服务产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:江西宜春HDPE双壁波纹管,【梅花管7孔】专注产品质量与服务的图文介绍

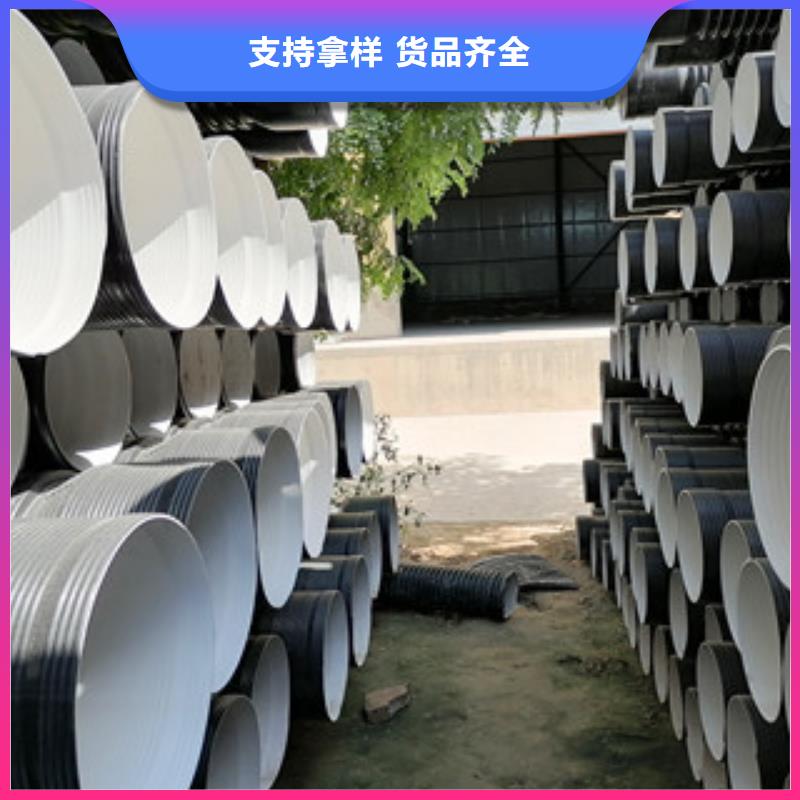
如果是大直径的双壁波纹管的存放不要超过三层,如果是小直径的为了管道处保持,那么就要有一定的缝隙,这样可以避免发生碰撞。在存放过程中,高度不要超过4倍管径或2m,并且在滚动的时候要注意不可以有尖锐的物体,避免戳破管壁。
工程造价低在等负荷的条件下,HDPE双壁波纹管只需要较薄的管壁就可以满足要求,与同原料标准的实壁管比较,能节省一半左右的原资料,所以HDPE双壁波纹管造价也较低。施工便利因为HDPE双壁波纹管重量轻,所以施工便利。
HDPE双壁波纹管属于碳氢聚合物,分子无极性,耐酸碱腐蚀。它的原料为绿色环保材料,,不腐蚀,不结垢,可回收再利用。适用温度范围宽,-60℃的环境中管道不破裂,输送介质的高温度为60℃。综合工程造价与混凝土基本相当,运营成本低。


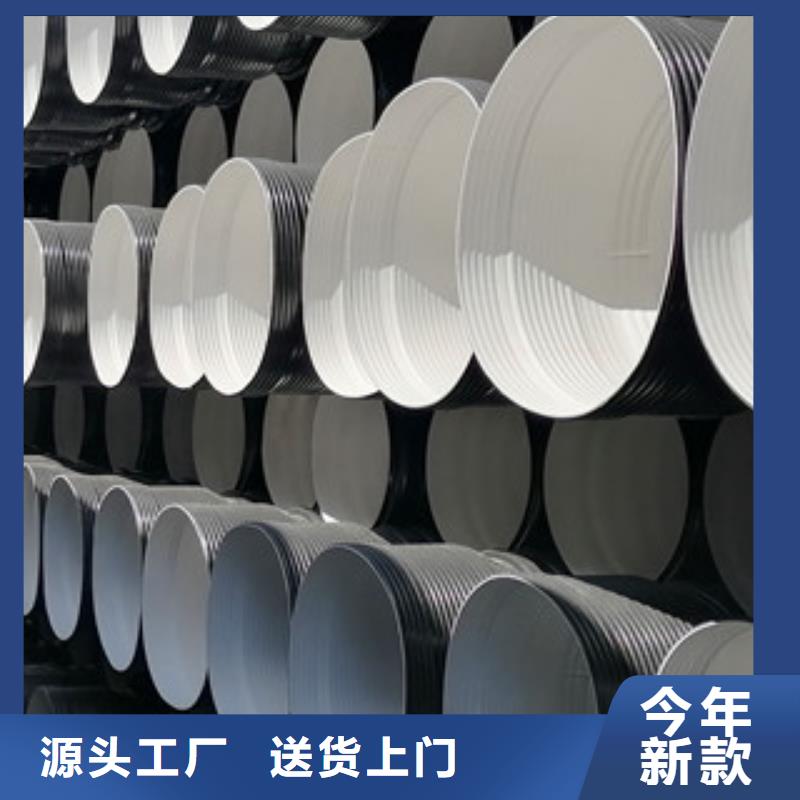
1.PE双壁波纹管材:双壁波纹管材以高密度聚为质料的一种新式轻质管材,具有重量轻、耐高压、耐性好、施工快寿命长等特色,其优异的管壁结构设计,与其他结构的管材比较,本钱大大下降。而且因为衔接便利、牢靠,在得到广泛应用,很多代替混凝土管和铸铁管。
功能特色:结构共同,强度高,抗压耐冲击。内壁,摩阻,过流量大。衔接便利,接头密封好,无渗漏。重量轻、施工方便,下降费用。埋地使用寿命达五十年以上。聚归于碳氢聚合物,分子无极性,耐酸碱腐蚀。质料为绿色环保资料,,不腐蚀,不结垢,可回收再利用。
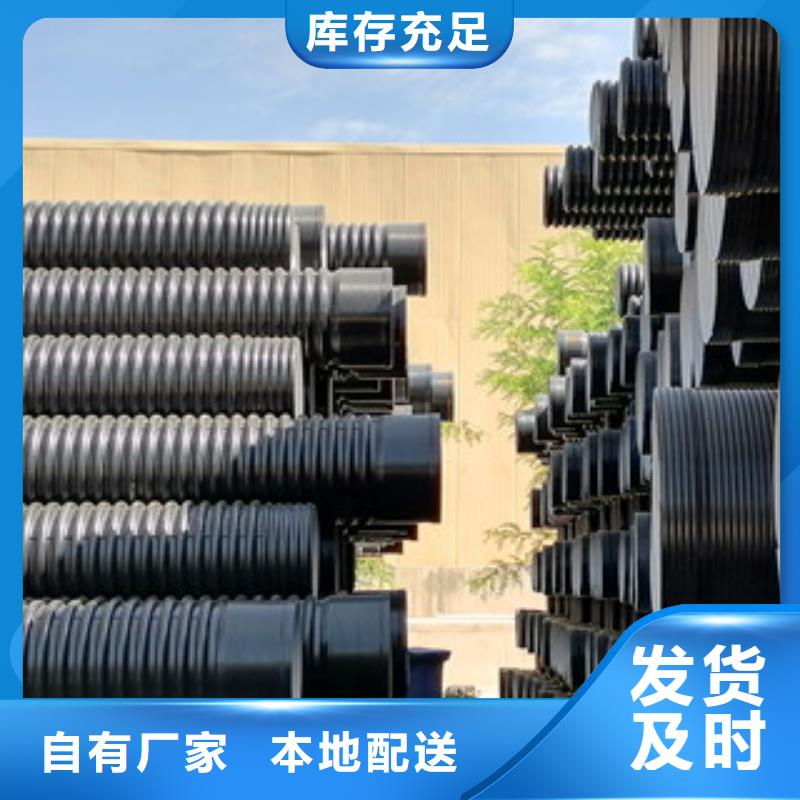
2.PE钢带环绕管:钢带环绕管是一种PE与钢带熔融复合的结构闭壁管。管壁结构由三个层次构成:内层是以个衔接实壁内层管,内层管外环绕复合有用钢带折成倒"u"型的环形波状钢带增强体,在涂复波状钢带增强体外复合有与钢带增强体波形相同的PE外层。
新式结构和科学合理的成型工艺,使管材具有共同的长处。它的特性:高环钢度,各标准环钢度可达SN8以上、节约资料本钱,比同直径同环钢度的全塑料埋地排水管能够明显的下降本钱、钢与塑料的完美结合:选用特有的粘结资料,各层在熔融状态下。
PE双壁波纹管具有重量轻、耐高压、韧性好、施工快寿命长等特点,除了具有普通塑料管所具有的耐腐蚀性好,绝缘性高等特点以外,还因采用了特殊的中空环形结构,具有优异的环刚度和良好的强度与韧性,及重量轻,耐冲击性强,不易破损等特点。
PE双壁波纹管是一种以聚为原材料,经过挤出和特殊的成型工艺加工而成,内壁光滑,外壁为封闭波纹型的一种新型轻质管材。化学性佳因为PE分子没有极性,所以化学性良好。1.运用寿命长在不受阳光紫外线条件下,PE的双壁波纹管的运用年限可达50年以上。



HDPE双壁波纹管不仅具有其他产品的特征,更具有它们无法比拟的的特点。而我们厂家的PE波纹管更是在排水管道系统工程里独领。的产品不仅具有耐腐蚀和不结垢的特点,更是拥有连接方便、零渗漏和接口密封好的优点。然而这些都不是它独特的地方,它明显的优点就是可以避免二次污染。
近期有一个专属于市政房地产建筑的HDPE双壁波纹管招标,它主要是针对江苏地区进行的。此次招标已由张家港保税区招标办备案、招标条件为镇山小区二期商业用房、招标人为张家港市金港镇,而工程所需资金来源竟然都是自筹的。
HDPE双壁波纹管,又叫PE波纹管。80年代初由德国首先研发成功,经过多年的完善,它早已从单一的品种发展成多个完整的系列。因其、性能优异等特点,现已经在等发达 得到了极大的和应用。HDPE双壁波纹管,它的主要原材料是高密度聚


双壁波纹管产品给人们产品生活带来多样化的生活惊喜。全国很多城市,已经开始双壁波纹管产品的多方面使用。在生产中,许多厂家在生产中产生的大量污水,就是由双壁波纹管排除,为厂家正常运作提供了重要保证。厂家生产产品具有多年广泛经验,想要购买双壁波纹管可以与我厂家进行产品购买合作。
双壁波纹管厂家便捷产品应用双壁波纹管产品在人们生活中的使用逐渐广泛,您对双壁波纹管产品具有哪些呢。厂息与产品介绍。为您进行多方面产品讲解,厂家生产产品具有多年经验,产品质量具有保证,您可以来到我厂家进行产品的相关咨询。
双壁波纹管在管道施工中具有哪些优势呢。在市政、建筑工程、以及排水管等领域中出现的越发广泛。其中是因为哪些原因呢。双壁波纹管环钢强度高,可以抗不均匀沉淀。还有双壁波纹管本身材质影响,质量轻,施工流程简单,快捷。


恒塑管道有限责任公司(宜春市分公司)是一家集生产及销售于一体的现代化企业,公司现拥有大批人才。公司主营产品有: pe给水管材厂家等。
恒塑管道有限责任公司(宜春市分公司)本着“以人为本,诚心为业”的宗旨,始终坚持“诚信务实、以质取胜”的经营原则。决心广交朋友、虚心纳谏,不断完善自我,超越自我,以更优质的产品回报社会。
“完善的服务,卓越的品质”是我们永远追求的目标,为此我们将秉承长远服务于客户的精神,不断创新发展的方针,让商家信赖、让用户满意,这是我们永恒的信念。






 扫一扫
扫一扫